一家研发、生产
的专业厂家,坚持做精品主营:
等各种
!
135-5977-1931
您需要品质更可靠的热流道供应商
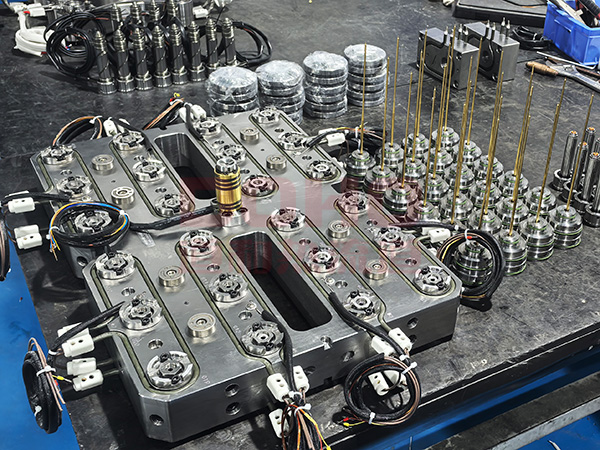
热流道系统是注塑模具里的一套加热 + 控温流道系统,让塑料在模具内部一直保持熔融状态,不用每次都把流道凝料顶出、打碎、回收,是现代精密注塑的标配。
关于我们
热流道产品
新闻中心
周一到周日 8:30-21:30 (欢迎来电咨询)
售前、售后在线服务
联系人
134-2348-9602
微信
添加微信
手机站
扫一扫手机站
小程序
扫一扫小程序
回顶

 微信二维码
微信二维码



